
念願叶い、ゴールデンウィーク中に内ヶ崎酒造店(うちがさきしゅぞうてん)さんにお邪魔してきました!
内ヶ崎酒造店さんは「鳳陽」という銘柄を作っている酒蔵さんです。全国的に見ると小さな酒蔵ですが、昔ながらの製法でこだわりのお酒を作っているところで、宮城県内ではとっても有名です。
戦国BASARAとの伊達政宗コラボや、ジョジョの奇妙な冒険とのコラボラベルも出していたので、それで知っている方も多いかもしれません。
今回特別ツアーを開催していただき、2時間ほどじっくり酒蔵を見せていただきました!
目次
内ヶ崎酒造店は伊達政宗公から命じられ始まった
「せっかくなので…」ということで、酒蔵を見る前にまずは歴史について教えていただきました!
内ケ崎酒造店は、寛文元年に始まった県内最古の酒蔵。
寛文元年って一体何年!?と思い調べると、1661年でした。ルイ14世がフランス国王として自ら政治を始めた頃です。(よくわからないけれどかなり昔だということはわかる!)
酒造の目の前の道が五街道の1つ、旧奥州街道。

五街道とは参勤交代のために作られた道で、長い旅の途中で泊まれる「宿場町(しゅくばまち)」を作れと伊達政宗から内ヶ崎家の祖先が命じられて宿場町を作り大名様を泊めていたんです。
それにより大名様が飲む日本酒を自然と作るようになったようです。
来年2020年に開宿400周年を迎えるそう。すごい!
写真右に見える歴史ある感じの建物は、内ヶ崎家の方が昔醤油を作っていたところだそう。
酒造の隣には昔砂糖を売っていた「内ヶ崎佐藤店(さとうや)」さんも。(写真右側に小さく白い看板が見えますね)今はコンビニになっています。
この辺りは内ヶ崎さんがたくさんいらっしゃったのですね〜!
では早速門の中に入ります。

ちなみに軒先に釣り下がっている杉玉(正式名称:酒林)は、新酒ができたことを知らせるためのものですよね。

これは知っていたのですが、昔は緑の杉玉が茶色に色づいたころが「新酒の飲み頃」とされていたそうです!だいたい秋まで寝かせたものを飲んでいたようです。(これは知らなかった〜)
昔は「搾りたて出来立てを飲む」という文化はなかったんですね。

門から中を見ると、まっすぐ道が続いていますね。
道の先に裏門が見えるのですが、「あれ?こちらの表門より大きい?」
実は、江戸時代は表門のサイズで税金が課されていたため、表門を小さく作って裏門を大きく作ったそうです!
不思議な税金だ〜。
では、ついに蔵の中に入ります!
杜氏の内ヶ崎啓さんに案内していただきました。(実は友人のお兄さんです)
入る前にしっかり靴の裏を消毒。

蔵の中へ!
この日は5月で暑かったのですが、中は涼しい〜

てっきり冷房をかけているのかと思いきや、かけていないとのこと!(驚)
窓を全部閉めて涼しくしているんだそう。
ただ、完全に締め切ると湿気がこもってしまうので、わざと隙間風が入るような建物なんですって。
お米を蒸す窯場
まずは窯場を見せてもらいます!

写真左側が釜で、中央にある長いはしごのようなものがベルトコンベアです。
洗米したお米をベルトコンベアで釜に移すそう。
ちょうどこの日の朝に洗米したそうで、お米も見せていただきました!

精米(お米を磨く作業)をした後に、削った粉を洗い落とすために洗米をします。
ただ単に洗ったお米を蒸すだけだと、「生蒸し(なまぶかし)」といってちゃんとふかせないため、この後にお米を水に浸す浸漬(しんせき)作業を行います。
そうすると半透明な部分と白い部分が見えてきます。(下の写真でわかりますかね?)

お米の量に対して1.3倍になるように水を吸わせます。
時間を測ってコントロールするそう。
ただ、その日の気温や湿度によって水に浸す時間も変わってくるので、結局は見た目で判断するとのこと!職人技ですね!
浸漬に失敗してもう一度水を浸してもお米の外側しか水を吸ってくれなくなるため、一発勝負 !
次は蒸し釜を見せてもらいます。

和釜にバナーで下から火をつけます。

こちらの釜は「鋳物(いもの)」といって型に金属を流し込んで作られたもの。昔こんなにきな型があったんですね〜!
保温性がすごく高くて、朝6時に火をつけても夕方くらいまで温かいままなんですって。
五右衛門風呂みたいでちょっと入りたくなった・・・!
麹を作る麹室
こちらが麹室です!
右側に「昭和三十七年」とありますが、実はこれは部屋が改造された時期で、上にある「大正十年」が麹室が作られた時期です。


手をしっかり石鹸で洗ってから入室します!
ちなみに納豆やヨーグルトを食べていると入れません!菌が非常に強く手洗いだけでは殺菌できないためです。

白い方のテーブルがお米を広げて種麹を振る床台(とこだい)と呼ばれるものです。
種麹を振った後のお米は、麹菌が活発に動き出すようにまんじゅう型に包んで1日置いておきます。
このようにしてお米をパラパラに乾燥させると、お米の芯に向かって麹菌がぐーっと生えてきます。麹菌が糖化酵素を(アルファアミラーゼとグルコアミラーゼ)たくさん作るようになります。
その糖化酵素で分解したものを酵母が食べることでアルコール発酵するというのが日本酒が作られる流れです。
(利き酒師の教科書で出てきたのを思い出した・・・!)
麹も見せてもらいました!初めて見たー!

麹でお酒の味ががらっと変わるので、同じ味を出すために昔から使っている麹をずっと使うということもあるそう。
麹は麹屋さんから仕入れているのですが、これは麹づくりの性質からきているようです。
日本酒を作る米麹は乾燥が必要(こちらの麹室は湿度45%)なのですが、種麹を作るには湿度が90〜100%も必要なんです。
どちらも作るには湿度を大きくコントロールしなければならないため(不可能に近い)、分業制にしているというわけです。
ちなみに「黒版」というのは昔大名様押した判子から由来しているんですって。「もやし」は野菜のもやしじゃないですよ!
麹菌が生えてくる様子が、植物が「萌える」様子と似ていることから「もやし」といわれています。
袋の中はこんなかんじです。黄麹菌ですが、緑色っぽく見えますね!

大きな粒についている緑の粉をお米に振っていきます。
麹を育てる作業部屋
この後は麹菌がお米につくのを促していきます。
別の部屋に移動しまして、そこにあったのが麹を育てる作業を完全に自動化した、自動製麹機「杜氏くん」!名前がかわいい。
木の箱に麹が入っていて、自動で積み替えをしてくれます。
一番上の箱をずらして二番目の箱を一番上にして、またそれをずらして・・・という作業です。
昔は一定時間ごとに人が手で積み替えをしていたなんて凄すぎます。腰を痛めそう。

熱がないと麹菌の動きが止まってしまうので、温める必要があります。
中に入れていただきましたが、真夏の暑さでした!なんと40℃!
お米の白くなっている部分が、麹菌が生えたところですね。

酒母(酛)造りの部屋
こちらはお酒のもととなる「酛(もと)」をつくる場所です。
この工程で、アルコール発酵に欠かせない「酵母菌」を増やします。


内ヶ崎酒造店さんは速醸酛(そくじょうもと)なので、乳酸を加えて酵母を培養していきます。(今ほとんどの蔵がそうですね)
昔は「乳酸を入れるといい」と知識はなく、蔵の壁などについている乳酸菌を自然に取り込んで酵母を培養していました。この製法は生酛(きもと)といいます。
これがものすごく時間がかかるんです。今の倍はかかります。
実は昔はなぜ日本酒ができあがるのか細かい原理がわからないまま作っていたとは驚き!
本質的なことを追求すれば効率化に繋がるという、現代にも通じる考えですね・・・!!
圧巻の造り蔵
次は造り蔵に入ります!
お酒の本仕込みをするところです。

どーん!

先ほどの酒母(酛)に、蒸米と水を3回に分けて混ぜていき醪(もろみ)を造ります。(三段仕込み)
この作業は4日程かかります!

蔵によってタンクの適量サイズというものがあって、適量を超えるお酒を一気に仕込んでしまうとタンクが足りなくて造れないという事態になりかねません。
そのため、麹を作る段階から計算して無駄が出ないように、半年間の工程をきっちり決めてから酒造りをスタートさせるようです。余程イレギュラーなことが起こらない限り最初に決まった工程は絶対守るそう。1つずれると全部の工程がずれちゃうからですね。

中は炭酸ガスがしゅわしゅわ沸いています!
このプツプツした動きと音が心地良くてずーっと見てられそうです。焚き火の映像をずっと見る感じで(笑)
でも、見とれてタンクに落ちたら大変です!炭酸ガスですからとても危険!
タンクの中を掃除する際に酸欠になることもあるそう。
昔ながらの搾り機
醪造りのあとは、搾りです。

先ほど作った醪を袋にいれて置き、上から圧をかけて絞っていきます。
最初は圧をかけなくても重みで自然に出てくるのですが、それが「あらばしり」というものですね!日本酒の瓶のラベルに書いてあるのを見ますね。

「あらばしり」の後に圧をかけて出てきたお酒が「中取り」、そこからさらに絞り出したものを「責め」と呼びます。それぞれ味わいが違うので面白いです!
ちなみに、全くしぼらず醪のままのお酒を「どぶろく」と言いますね。
これが美容と健康にいいと言うことで、最近注目されているようです。(「所さんの目がテン!」でも取り上げられていました)

お酒が絞られた後に残るのが、酒粕ですね!
酒粕を保管するタンクも見せていただいたきました。

タンクの中を覗いた瞬間、とっても良い香りが!
醪の香りは全部がお酒に移ることはなく、「たまに大吟醸のお酒を飲んでも実はその酒粕の方がすごく香り高くて悔しいことがある」とおっしゃっていました。不思議ですね〜!
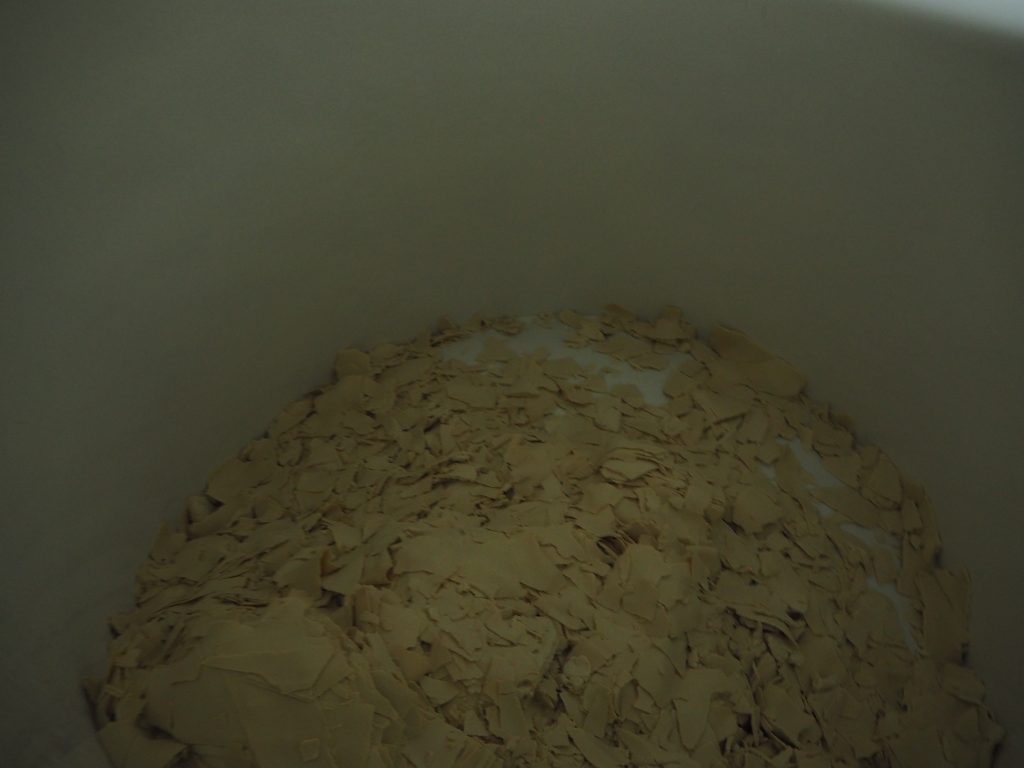
売っている酒粕のイメージと違い、かなり乾燥したものでした!
ちなみに鳳陽の酒粕は販売もしていますが、以前銀ダラを漬けたのがおいしすぎてそこから酒粕漬けにどハマり!鮭やクリームチーズなどいろんなものを漬けまくってます(笑)
↓自宅で作った銀ダラの酒粕漬け
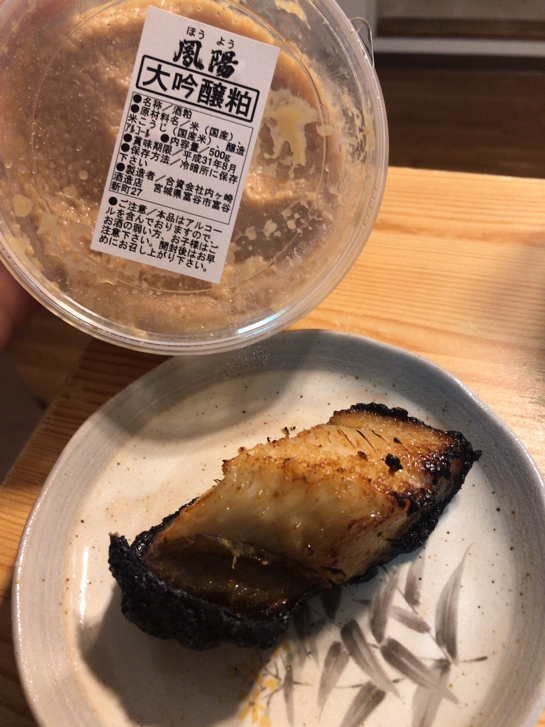
ちょい焦げですが、身が柔らかく少し酒の風味がついてコクが出てとってもおいしかったですー!
鳳陽の酒粕はこちらからも購入できますよ〜
楽天市場 鳳陽 大吟醸粕 1kg
冷蔵タンクと-5℃の冷蔵庫
こちらはホーロー冷蔵タンク!
完成したお酒をこちらに保管して、この後瓶詰めされて出荷されます。

瓶詰めされたお酒を保管する冷蔵庫の中も見せてもらいます。

全部手積みなんですって!上の方はどうやって積んでいるんでしょう・・・?
そしてこちらの冷蔵庫、なんとマイナス5℃!

「寒い!寒い!早く出よう!」と言っているところです(笑)
さすがに寒すぎるのですぐに退出。
室温40℃ある杜氏くんの部屋にまた入りたくなります(笑)
鳳陽を試飲!
蔵見学の後は、鳳陽を飲ませていただきました!ありがたい・・・!うれしい・・・!

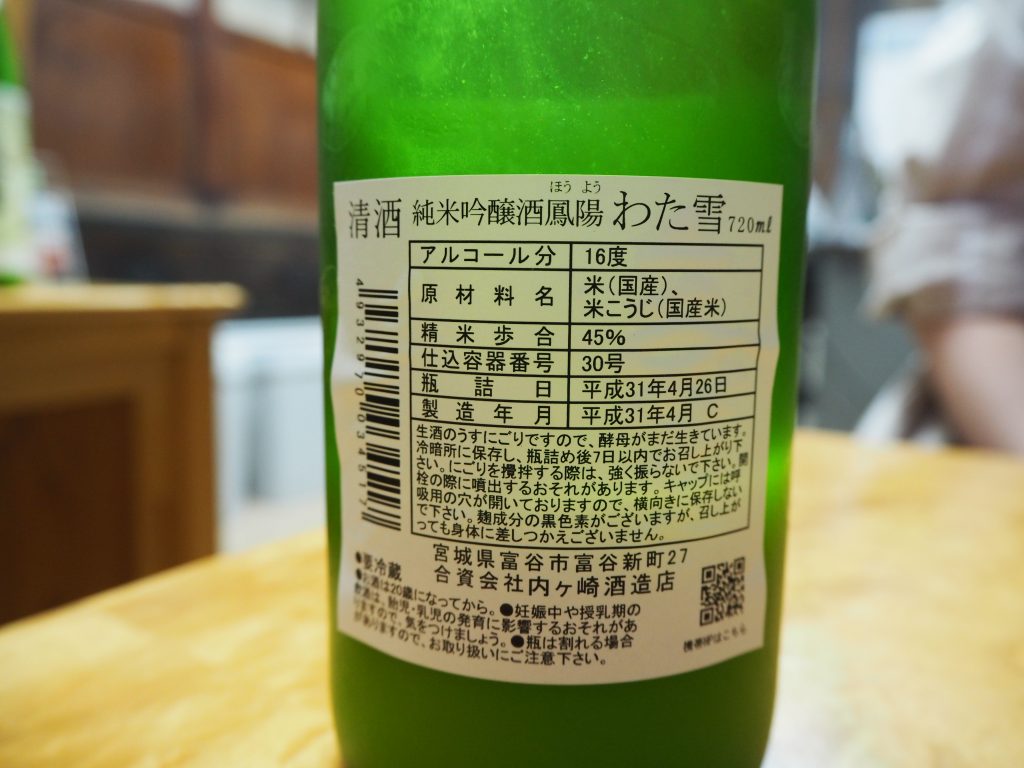
こちらは特別販売の「わた雪」です。
実はこちらのラベル、杜氏の内ヶ崎啓さんが字を書いたんですって!
「中身も外もオールハンドメイドです(笑)」と!達筆ですね〜
おりがたっぷり入っているにごり酒。
写真の影で少しわかるかもしれないですが、「わた雪」の雪の字の上までおりが入っています!
他社のにごり酒は、先程の搾り機ではなくザルのような粗いものでわざとおりを作っているものもあるそう。
こちらのわた雪は本当に搾り機を使ってこぼれた正真正銘の自然なにごり酒です。
たくさんできるものではないので、毎年10本程度の販売とのこと。とってもプレミアなお酒ですね!!今年は少し多めにできたようで、こちらも試飲させていただきました!ラッキー!
おりがきれーい!

ふんわり甘くて、でもそれでいてスッキリ。口の中のプチプチ感がたまらない!
これは毎年飲みたいお酒です!
鳳陽がこんなにたくさん!
全部飲んでみたい!(笑)

こちらは山田錦を贅沢に100%使用した大吟醸酒です。
うっすら金色が入ったラベルなのですが、実はこちらラベルが濡れると和紙のようになっている白い部分が透明になり、綺麗な黄金のラベルに変化するそう!
通常は注いだ後などラベルが濡れたりぐちゃぐちゃになってしまいがちですが、それが逆に楽しい変化になるとは楽しいですね!
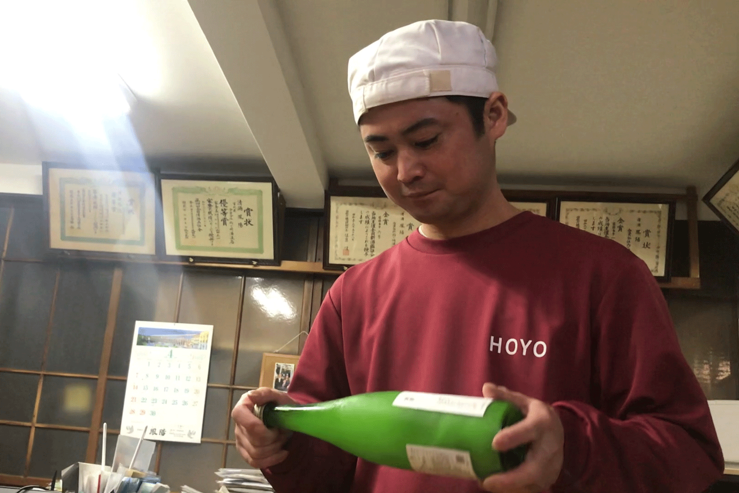
30歳という若さ!蔵元十六代目で杜氏の内ヶ崎啓さん
十六代目としてお父様のあとを継いだ内ヶ崎啓さん。
東北大学農学部を卒業し、2年間山形の出羽桜酒造で修行、今年2019年から杜氏になられました。

今は日本国内に止まらず、アメリカやシンガポールなど海外に進出していくそう。
全米日本酒鑑評会が主催する日本酒のイベントJoy of Sakeにも出品されています。イベントはニューヨーク、ハワイ、東京でも開催されていますよ!
ただ、「日本の方にもっともっと日本酒を飲んでほしい。国内の消費量がどんどん下がっているのは悲しいこと。」とおっしゃっていました。
幅広い層により日本酒を親しみやすく感じてもらうために、蔵でイベントを開催したり、ジョジョや戦国BASARAラベルの販売など様々な活動をされています。
さいごに

酒蔵見学、とっても楽しかったー!!
近代的な製法も取り入れつつ手作業もあって酒造りに対するこだわりを感じました。
こんなにがっつり色々な工程を見られたのは初めてです。
酒蔵見学は随時受付しているようなので、見てみたい方は下記から連絡してみてください。
※前日から納豆やヨーグルトは食べないように!
内ケ崎酒造店の情報
合資会社 内ケ崎酒造店
住所:宮城県富谷市富谷新町27
電話番号:022-358-2026
E-mail:hoyo@uchigasaki.com
HP:https://uchigasaki.com
東京で鳳陽が飲める店
魚BAR一歩
住所:東京都渋谷区恵比寿1‐22‐10 カマスヤ2F
(恵比寿駅から徒歩6分)
電話:03-3445-8418
URL:http://www.sakanabar-ippo.com/shop.html
日本酒と創作懐石「ちょこっと」
住所:東京都渋谷区恵比寿4丁目27-7 ONREA YEBISU BLDG 1F
(恵比寿駅から徒歩6分)
電話:03-6450-2444
URL:http://chocotte.jp
コメント